The ability to adapt to marketplace conditions can often give a company the edge it needs over its competition. In today’s folding carton industry, fast, consistent, and dependable service with an emphasis on quality is the key to success. Disc Graphics, based in Hauppauge, NY, is one such company that has made uncompromising dedication to service and quality their top priority.
For 13 years, Disc Graphics has been a leading folding carton manufacturer specializing in printing for the home video, pharmaceutical, music, publishing and cosmetics markets. Increasing sales and a growing demand for the company’s products have allowed Disc Graphics to be ranked among the 50 fastest growing printing companies in the United States. The company has also earned the honor of being listed among the “Top 500 Printers in America” for the past three years, finishing 1996 by being listed at 183 (as compiled by Printing Impressions magazine).

Disc Graphics began as the successor to Pickwick International, a fully owned subsidiary of American Can. In 1983 Disc became an independent, private company due to a management buyout. Current management took control in 1986, stimulating the company’s dramatic sales growth of $3.1 million annually to over $36 million in 1995.
Today the company employs a total of 400 people and operates primarily from its 95,000 square foot facility in Hauppauge, NY. Disc Graphics has expanded to include an operation in Rockaway, NJ, that specializes in producing pressure sensitive labels and packaging for the entertainment, vitamin, and pharmaceutical industries. Their third specialty printing facility, located in Burbank, CA, was recently acquired to develop innovative packaging techniques and to allow the company to be in closer proximity to their West Coast customers. The company has already begun the process of increasing the capacity of this facility with the addition of new and specialized equipment.
Disc Graphics attributes its rapid growth to their dedication to quality and service. The company is confident in their ability to, “analyze the marketplace, satisfy client needs for quality products, provide responsive service, and compete on a cost basis,” as stated in its 1996 annual report. This philosophy is apparent when viewing Disc’s achievements within the music and entertainment field.
The company began its operation as a producer of eight track and album covers for this industry. Stephen Frey, Disc Graphics’ Vice President of Operations, notes, “The music industry proved to be our first forte,” says Stephen Frey, Disc Graphics vice president of operations. Disc Graphics’ ability to offer their customers a quality product with a quick turnaround gained it many of its accomplishments. This developed into Disc Graphics’ special niche of offering the entertainment industry the high level of quality and service that is necessary in the production of its packaging materials.
Though the company found early success with that venture, it did not allow itself to rest on its laurels. “We didn’t want to put all of our eggs in one basket. With the onset of home videos, we saw an opportunity to expand our folding carton business. That business has since grown to include over the counter private label pharmaceutical cartons as well as packaging for the computer software, cosmetics, liquor, and luxury goods industries. These customers demand high end packaging for their respective markets.” Frey says. The ability to service this clientele might be best summed up by the company’s principles of operation. “Our company operates under three principles; the quality of our products must be consistently dependable, our service must be quick and concise, and our pricing must be competitive to satisfy highly sophisticated markets,” he adds.
 To satisfy these requirements, Disc Graphics has continually invested in high technology printing equipment. At its Hauppauge, NY facility alone, it operates five multi-color 40″ presses, including two-color, five-color, and six-color Heidelberg presses, as well as six-color and eight-color KBA-Planeta presses. The company’s finishing capabilities include die cutting, folding, gluing, film lamination, embossing, and stamping. “The company has achieved significant cost reductions in printing and has streamlined project management by offering nearly every pre-press and post-press operation in-house,” Frey says.
To satisfy these requirements, Disc Graphics has continually invested in high technology printing equipment. At its Hauppauge, NY facility alone, it operates five multi-color 40″ presses, including two-color, five-color, and six-color Heidelberg presses, as well as six-color and eight-color KBA-Planeta presses. The company’s finishing capabilities include die cutting, folding, gluing, film lamination, embossing, and stamping. “The company has achieved significant cost reductions in printing and has streamlined project management by offering nearly every pre-press and post-press operation in-house,” Frey says.
As part of the creative side of the business, Disc Graphics offers carton design services via two CAD/CAM work stations complete with sample making capability and has a pre-press department that includes color separation, laser scanning, a Scitex system, and Macintosh based electronic pre-press work stations.
Disc Graphics’ trend toward bringing many aspects of their production processes in-house has made the company take a look at the benefits of in-house sheeting. They saw that by sheeting their own stock, they could realize the benefits of reduced inventory cost, more efficient scheduling, and quality improvement.
First, Disc Graphics saw that in-house sheeting could offer them inventory savings. A great deal of warehouse space and capital was invested in their inventory, due to the necessity of housing tremendous amounts of materials of different sizes. If the company began to sheet in-house, it would be able to buy and store rolls, thus keeping costs down and making the most efficient use of warehouse space.
Second, scheduling was a major concern for the company. Due to Disc Graphics’ inventory space constraints, resource needs had to be projected into the future. Disc Graphics needed to approximate what size and type materials might be needed in the coming months. It also needed to allow for lead times that would match with its Just-In-Time inventory procedures. With sheeting in-house, Disc Graphics would be able to stop the difficult guessing game and produce sheeted stock in the sizes necessary at the appropriate times.
Finally, the quality of their product would benefit from in-house sheeting in two ways. Once it had their own sheeting equipment, the company would be able to produce cut-to-size sheets on demand. This would eliminate sheet delivery lead time and improve their turnaround time. “The majority of our customers require quick turnarounds as they operate in time sensitive environments,” Frey explains. “Prior to sheeting in-house, we had to wait up to four to six weeks for delivery of sheeted stock from an outside source. Once the shipment arrived in-house, we were then required to turn the order around within 24 to 48 hours.” They also realized that by bringing this operation in-house, they could exercise greater control with regards to quality standards.
After carefully researching and examining the equipment available, Disc Graphics decided upon the purchase of an MSH Sheeter from Maxson Automatic Machinery Company (Westerly, RI). “We selected the MSH because it provided the cut quality we were looking for,” Frey says. Disc was also impressed with Maxson’s willingness to work with them to design a machine to meet their requirements.
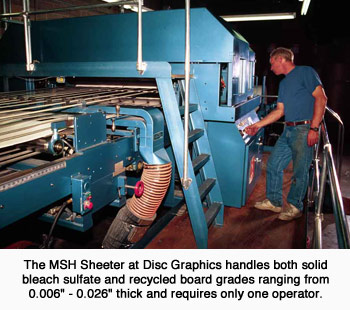
At Disc Graphics, the MSH Sheeter handles both coated and recycled board grades ranging from 0.006 inches to 0.026 inches thick. While the majority of the board sheeted is SBS, approximately 25% of their work is recycled board. “On occasion there is a need to sheet paper and the MSH gives us that flexibility.” Frey states. The company runs the sheeter at an output level of 4 tons per hour, or 30-40 tons per eight hour shift. Their average order size is 13,000 sheets and they change sheet sizes about half a dozen times per day. A size change is complete within five minutes via key pad entry. Disc Graphics has benefited from additional equipment installations provided by Maxson in the areas of quality and production. These additions add to the MSH Sheeter’s quality output and allow the sheeter optimum efficiency. “This sheeter operation exceeded what we had expected,” Frey says.
Two quality issues are addressed by these additions. The breaker roll decurl unit provides the company with a flat sheet without checking on lightweight to heavy calipers, and the PEN-MAM dust collector is effective at providing quality control.
Production is enhanced by the MSH Sheeter’s dual motor drive system which allows quick set-up times and provides a sheet length accuracy of +/-0.015″ regardless of cut length or line speed. This level of accuracy allows Disc Graphics to sheet to a finished size. No guillotine trimming is required. Two equipment installations that have helped to increase productivity are the Citation roll stand, which allows quick set-up and time savings on roll changes, and the Extending Grid, which allows continuous run operation.
Apart from the quality benefits, Disc has also realized some financial gains. The company is now able to save on inventory space and enjoy lower carrying charges. The elimination of sheeting up charges as well as lower carrying charges represents savings of 5 to 6 percent on paper, which equates to $500,000 to $750,000 annually. Disc also experiences savings on time and cost of manpower due to the ability to run the MSH Sheeter with only one operator and one helper. “Before we brought sheeting in-house, we would be able to meet the customer’s need, but it would cost us more to do it.” Frey says.
All of these savings have added up to the most important benefit — Disc Graphics’ ability to provide their customers with better service. By solving their sheeting outsourcing production problems through the purchase of the MSH Sheeter, Disc was able to realize faster turnarounds and improve the quality of their sheeted stock. “I can’t imagine that there would have been a better machine for us.” Frey says.
Disc Graphics’ in-house resources and their dedication to customer service are both instrumental in aiding the company in their effort toward total customer satisfaction. Their purchase of the Maxson MSH Sheeter is their latest step in that direction. This constant attention to quality and service can only continue to allow Disc Graphics to remain a leader within the high end folding carton industry.
Reprinted from Paperboard Packaging, May 1997





