Worcester Envelope Co., an Auburn, Mass., firm, reduced sheeting costs while improving inventory control and efficiency with the purchase of a 49-in. Maxson MSH precision sheeter. Other bonuses have been better accuracy and quality control.
The company, which had previously purchased the bulk of its paper already sheeted from the paper mills, today boasts an annual growth rate of 8 to 10 percent a year and in 1985 produced 1,360,000,000 envelopes, or about 1 percent of the U.S. total.
 Robert Burnett, vice president of engineering, recalled problems such as high sheeting costs, inventory storage problems and material waste that were encountered when the company relied on outside sheeting. In-house sheeting, Burnett says, has alleviated these problems and helped satisfy customer demand for higher quality, quick turnaround and on-time deliveries.
Robert Burnett, vice president of engineering, recalled problems such as high sheeting costs, inventory storage problems and material waste that were encountered when the company relied on outside sheeting. In-house sheeting, Burnett says, has alleviated these problems and helped satisfy customer demand for higher quality, quick turnaround and on-time deliveries.
Since its volume is so large, Worchester could not have grown as much using outside suppliers, he notes. The company manufactures a wide range of business and specialty envelopes for printers, forms houses, stationery supply distributors and large end-users throughout New England, requiring it to stock and sheet a large number of envelope paper grades. The expense and storage problems associated with carrying a 30-day inventory of presheeted papers were reducing the company’s profitability.
Reducing costs and waste
Sheeting up charges were costing the company about eight cents a pound for conventional envelope grades and 15 cents a pound for specialty papers, such as glassine. “When you’ve sheeting upwards of 35,000 pounds of paper a day, that adds up to a significant amount,” Burnett points out.
“The control over sheet size is very important to the profitability of our operations,” says Burnett. “When we bought sheeted paper from the mills, we had to buy a standard size, usually 24×44 in. Depending on the die we used, we might lose a portion of that sheet to waste. By being able to control sheeting in-house, we can cut to the size we need and virtually eliminate waste.”
Better inventory control
Worcester also gained better control over inventory with the in-house operation, Burnett states. The firm buys envelope grades in roll form and sheets the exact quantity and size necessary for specific orders. This saves floor space and reduces inventory problems related to paper on skids tends to dry out more quickly than paper stored in a wrapped roll.
“It’s easier to keep rolls of paper stacked on top of each other than it is to store skids of sheeted material,” he explains. With our own sheeting capabilities, we can leave the paper wrapped in its airtight container until we’re ready to use it.”
Sheeter requirements
Accuracy and reliability were top considerations in sheeter selection. Accuracy is particularly important, Burnett notes, because of the way envelopes are die-cut from a sheeted stack of paper.
A die pattern is laid out to cut multiple envelope shapes out of a stack of paper. This die pattern is designed to use maximum sheet area to minimize waste. A margin of not more than 1/8 in. around the die is typical. If the sheets vary in length from cut to cut, clip cuts can occur. Clipped envelopes must be discarded, further contributing to the waste factor.
To avoid this problems, Worcester needed a machine that would offer consistent tolerances throughout the sheeting process. “The Maxson machine offers extremely precise cutoff tolerances, which was a significant factor in our decision,” Burnett notes.
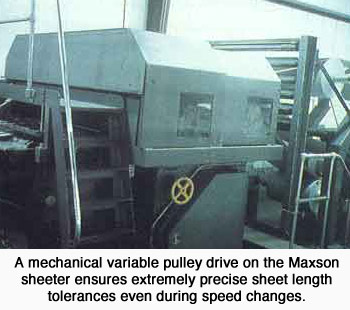
The MSH uses a mechanical variable pulley drive to control the speed of the knife cylinder and drum roll (which draws the web into the cutting unit). A single transmission controls the speed of the knife revolver in relation to line speed, ensuring cutoff accuracy even during web acceleration and deceleration.
“Some of the drives we looked at use a dual-motor system to control the cut-off accuracy. In this type of system, you have separate motors controlling the knife revolver and drum roll. There is the potential here for varied sheet lengths as the speed of the machine changes,” Burnett says.
“We liked the simplicity of the Maxson design. We knew that the simple the machine, the less headaches we would have later on,” he adds.
Speeds up to 800 fpm at an accuracy of +/- 1/32 in. can obtained on the MSH, depending upon the type of paper being cut.
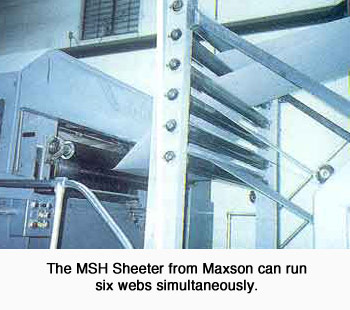
Another benefit is the sheeter’s capacity to handles multiple webs simultaneously. Although the MSH can be designed for simultaneous sheeting of eight rolls, Worcester felt that the six-roll unit fit better into its pattern of operations.
“Using the back stand arrangement on our equipment, we can run a set of six superimposed rolls and sheet maybe two or three different sheet lengths in one production run. The MSH gives us the versatility we need to maintain a competitive edge in speed and productivity,” Burnett notes
Production equipment
Sheeting is followed by die-cutting on F. L. Smithe’s computer-controlled PHPs, for larger runs, or on older, hand-fed die-cutters (manufactured by a company no longer in business), smaller runs. The next step is either printing or folding, depending on the requirements of the particular job. Printing in up to three colors can be done before, during or after folding.
Printing that is done before folding is accomplished on sheet-fed offset presses from Smithe and W G D. When envelopes are printed in-line with the folding operation, the process is flexo, with the press supplied as part of the folding equipment, also from Smithe and W G D.
The firm has recently added Halm wet offset jet equipment, used mainly for printing after folding. Three units with 3-in. cylinders are already on the floor. Another 3-in and a 6-in. have been ordered.
Return on investment
Lower costs and greater production efficiency enabled Worcester Envelope to realize a return on its sheeter investment in one year’s time. The company claims to have cut its sheeting costs in half for the conventional envelope grades and two-thirds for the more difficult-to-sheet papers.
“We’ve taken a very aggressive stance since the old days,” Burnett says. “Back then, companies didn’t go into debt for new equipment-even if it meant higher production levels. In this business you’ve got to move. We learned that if you can keep the machine busy, it will pay for itself.”
Reprinted from Converting, September 1986