I am having trouble getting a clean slit edge. How can I solve this problem?
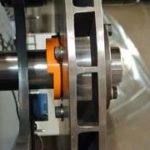
The first thing to do is to make sure the top slitter blades and bottom rings are in good condition. If the blades have nicks or are dull to the touch using the face of your thumbnail, replace the slitters. Next, make sure the relationship between the bottom slitter ring and the incoming web path is set properly. The bottom ring should protrude into the web path by approximately 1/16” – 1/8” (1.5 – 3.0 mm) so the top slitter blade contacts the web and the bottom ring at the tangent point.
Third, be sure the top slitter’s cant angle is properly set. The cant angle describes the top slitter blade’s tilt from the vertical position. A proper cant setting angles the top blade away from the web after the slit point. Some slitters have “keys” that set the cant angle for particular substrates. Make sure the keys are on the proper side of the slitter. Older designs can be adjusted by the Operator.
Finally, make sure that adequate side load pressure is applied by the top slitter blade to the lower slitter ring. A slight drag when turning the top slitter against the bottom ring is a fair measure of adequate side loading. Inadequate side load pressure will result in poor slit quality. Excessive side pressure will result in worn slitter blades.